
BEYOND | call for projects
ENTRY #35 | fibrous tectonics
Project Brief
00 /// ABSTRACT
The inherent possibilities of composites present an exciting frontier in architecture that has remained largely untapped. In light of the current computational capacities and new digital tools in manufacturing, composites are just beginning to re-situate themselves in the field of architecture. Efficiency and durability coupled with a load bearing capacity make a strong case for the use of composites as a primary building material.This potential for an efficient “one off” composite architecture empowered by digital manufacturing and computation, is where the research is positioned.
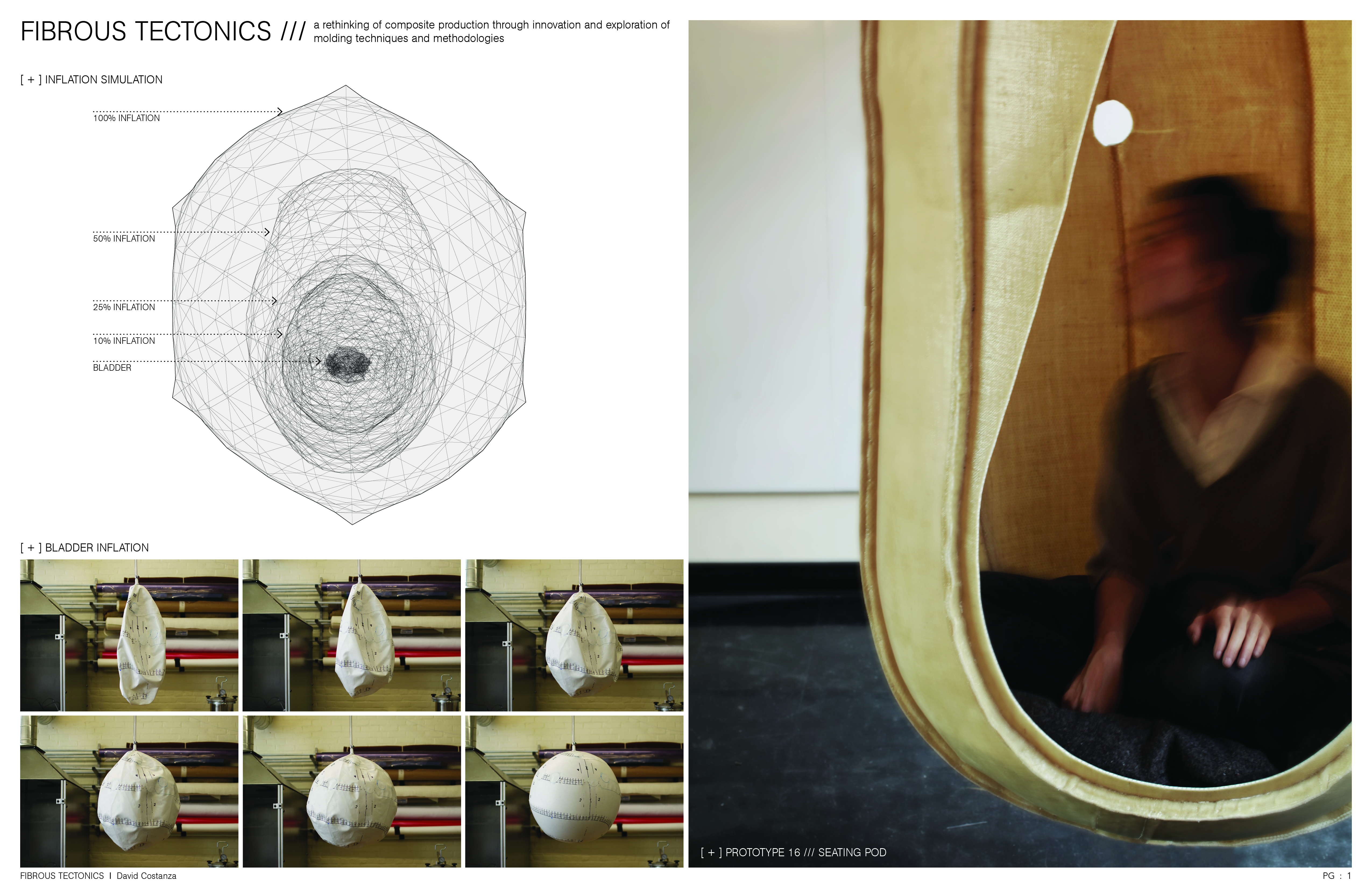
At present, the research has been focused on exploring surface composite structures through a reinvention of the ‘mold’. This approach has involved using inflated bladders, rather than traditional molds of milled foam or aluminum in order to produce composite structures. In doing so, the benefits of inflatables are all encompassing. Not only do they allow for inexpensive transportation and rapid deployment, but they also lend themselves to the production of large scale structures through the simple use of air and pressure, thus minimizing both material and effort. This lies in stark contrast to traditional composite manufacturing techniques which require molds to be milled out of solid aluminum blocks or high density foam volumes, whereas inflatable molds are easily heat seamed and inflated. When considering issues of scalability, traditional molding techniques demand significantly more labor, material, and with that, overarching costs. Inflatable molds however, require only more air.
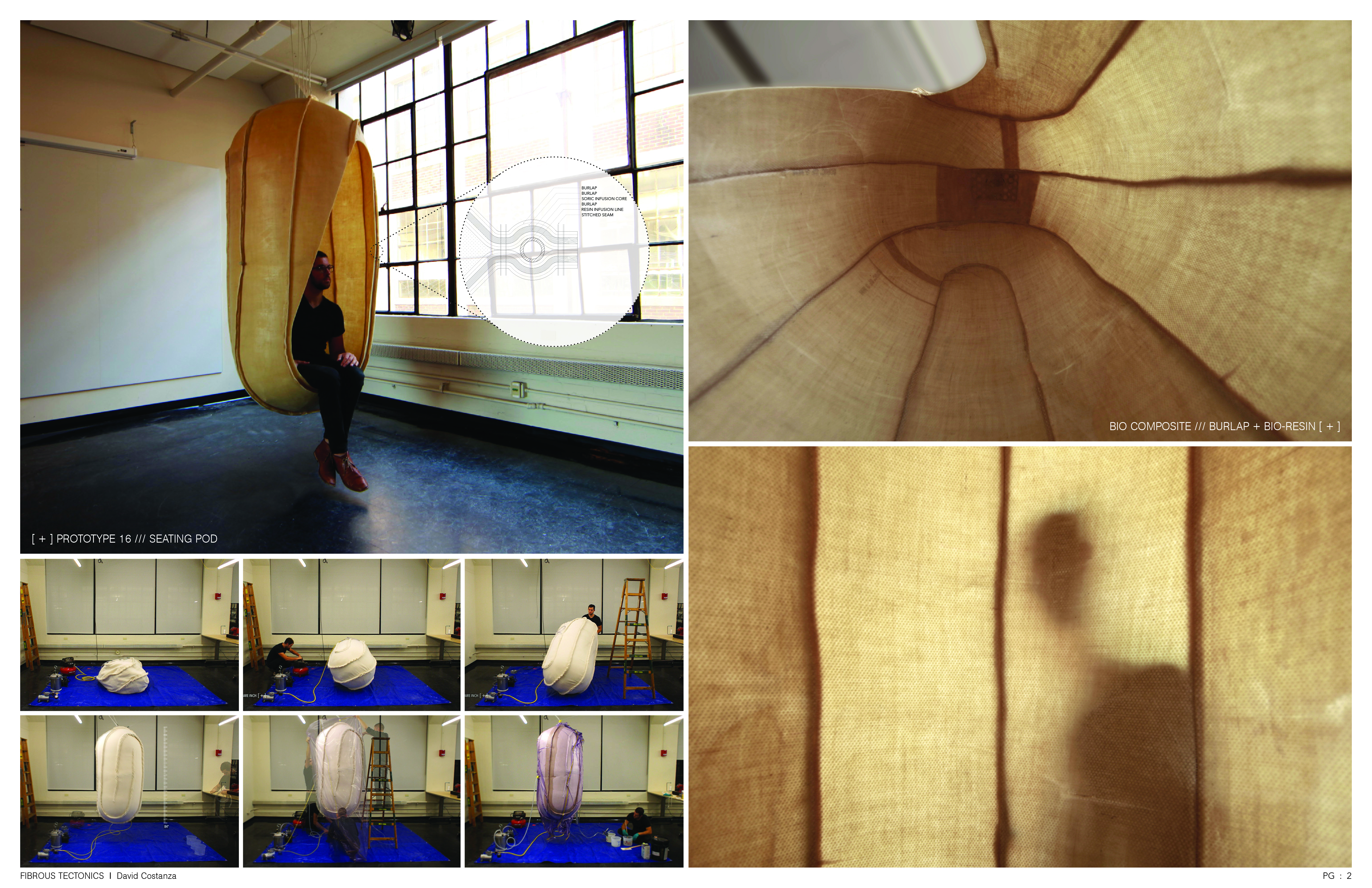
Coupled with the rethinking of molding techniques is a consideration in the technological methodologies in order to produce such composite structures. The research looks to the new developments in the composite industry, such as Resin Transfer Molding (RTM) and Vacuum Assisted Resin Transfer Molding (VARTM). These processes greatly simplify the manufacturing of composites and eliminate much of the manual labor traditionally associated with composite structures. By taking advantage of the existing vacuum bag used for compaction while producing composites, the VARTM process pulls resin through the bag under vacuum pressure, thus wetting out the fibers and eliminating typical layup deficiencies while producing a nearly weightless composite structure.
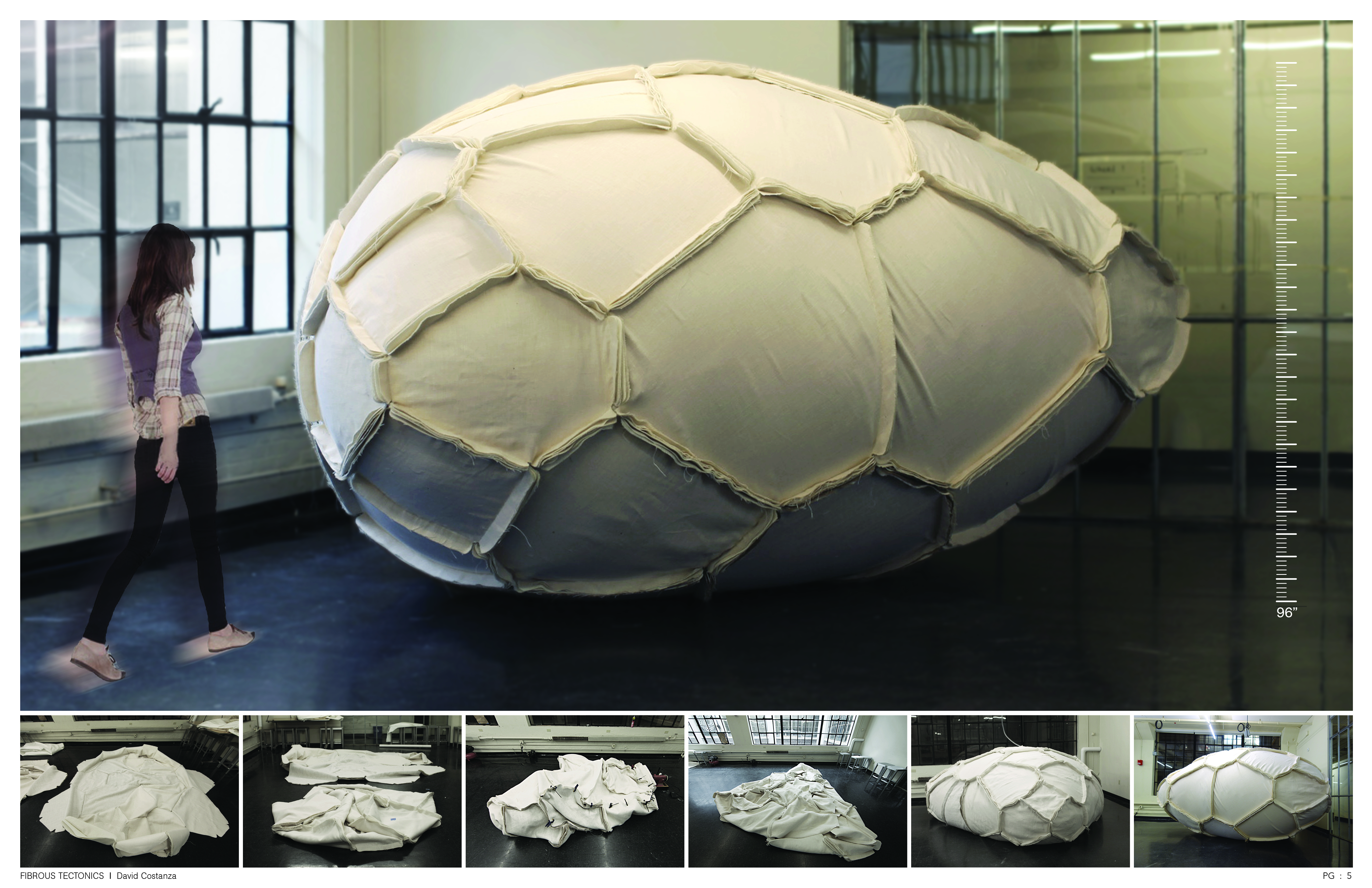
01 /// PROTOTYPES
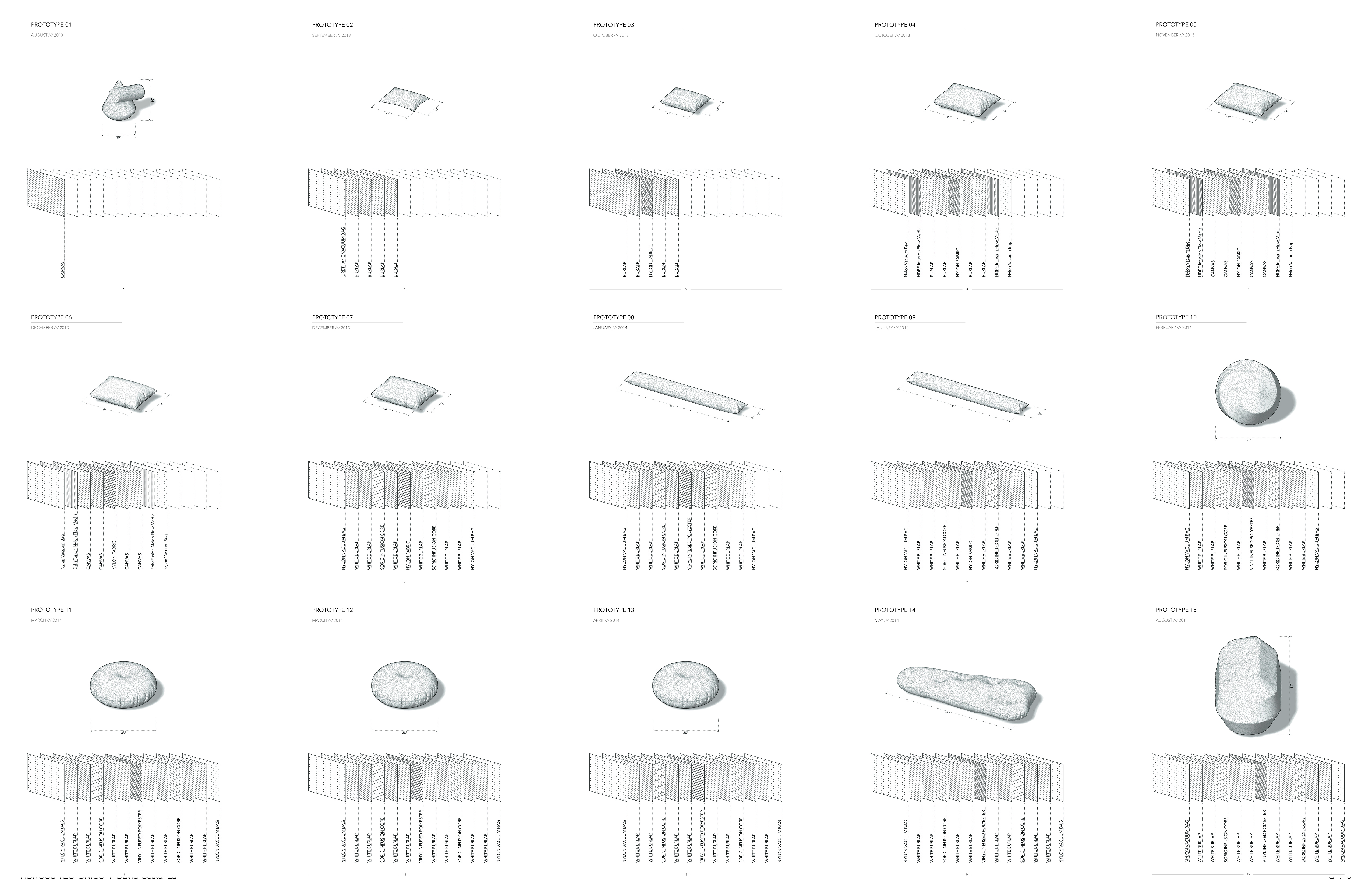
Embedded in the notion of architectural innovation is an intimate consideration of materiality. In the capacity to understand material systems and manufacturing techniques, the discovery for variable forms of architecture may unfold and present themselves as what was, previously unforeseen possibilities. In this unfolding, therein lies the necessity for full scale investigation and exploration in order to develop comprehensively the relationships and synthesis between materiality and constructability. The 16 prototypes presented here, were constructed over two years of research. Through the physical experimentation the final workflow emerged.
02 /// SHELTER
2.1 Geometry
The overall geometry of the shelter was designed as an inhabitable space, tall enough for one to walk into. Before inflation the shelter can pack into a 2 ft x 2 ft x 4ft box, but once inflated and infused the shelter is 16 ft in diameter and 8 ft tall, serving as a basic refuge. The entrance is located centrally along one side of the shelter.
2.2 Simulation
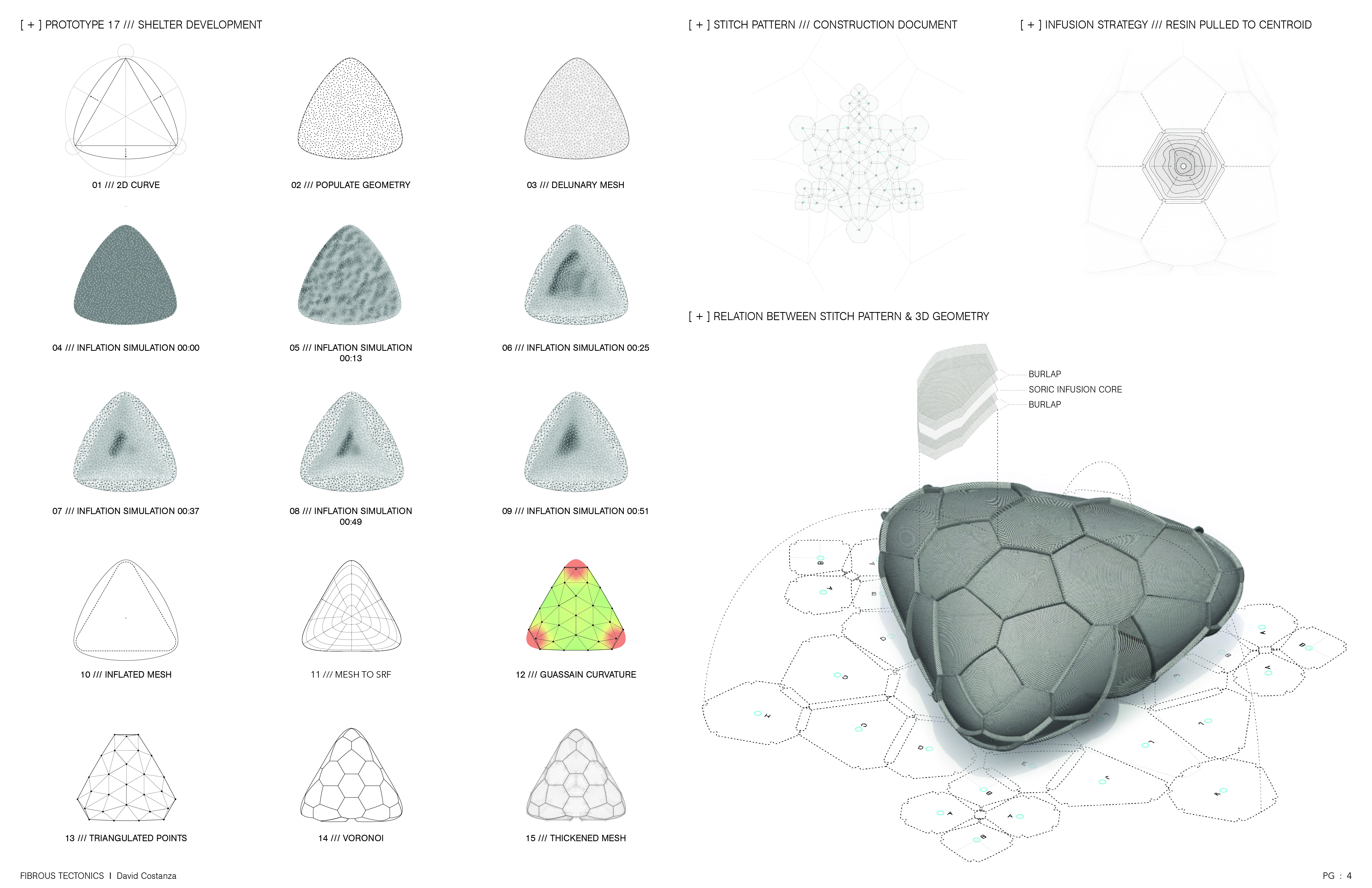
Critical to the design and success of the thesis was the ability to simulate computationally the resulting inflated geometries. Simulation was used as a design tool to predict the 3D height of the inflated 2D shape, or to produce straightness along an edge by simulating an inflated spline curve. The inflation simulation was accomplished using addons for grasshopper through rhino, primarily weaverbird as a mesh editor and kangaroo as a physics engine.
2.3 Infusion Strategy
The infusion strategy evolved out of the numerous prototypes that were constructed. For the shelter the infusion strategy places a line for resin around the edge of each of the panels and a vacuum point at the center. The infusion strategy influenced the geometry of the panels. The maximum resin flow distance of 18 inches – 24 inches was used as the parameter to define the panel sizes.
2.4 Panels
The shelter is made up of 12 different panel types ranging in size from 600 sq inches to 2400 sq inches. The panels were nested into 4 ft x 8 ft sheets using rhinonest and cut using a CNC mill and a free wheel drag knife. The sheets were made by layering three 8 ft burlap strips with 3M 77 spray adhesive to roughly fix the layers in place, followed by one layer of 3mm Soric infusion core followed by three more layers of burlap. This assembly of layers produced a ¼” panel thickness.
2.5 Stitching Preform
Once the panels are cut they must be stitched together into what is called a perform. In this case, the preform is what defines the geometry of the shelter with the pneumatic mold. The preform (composite assembly) is also sewn together using a heavy weight polyester thread. In order to stitch the 52 total panels together into the 16 ft diameter perform, a stitching pattern was drawn up as a type of construction document for the composite architecture.
2.8 Bagging and Infusion
Once the entire assembly is constructed the bladder is inflated to 5 psi and a vacuum is pulled on the sealed assembly at 26 -29 inHg. The assembly is checked for leaks to guarantee successful compaction and infusion. Once the assembly is surveyed, the inlet line is submerged in a low viscosity high bio content infusion epoxy resin. When the hose clamp is removed the vacuum pulls the resin through the linear infusion lines around the edge of each of the panels and into the infusion core which wets out the fibers as its pulled across the part towards the central vacuum outlet located on each of the panels. The infusion process is regulated by the viscosity and pot life of the resin and can be carefully calibrated as needed. Once the part is fully infused, the vacuum continues to compress the part extracting excess resin into a resin trap in order to remove all voids and create a uniform, lightweight composite.
Project Credits :
Tutor
Joel Lamere
Students
David Costanza
Research Assistant
Luisel Zayas
Affiliation/Organisation :
Massachusetts Institute of Technology (MIT), United States of America
Affiliation/Organisation Website :
Organized by :
![]()
.
![]()
With the collaboration of :
![]()